Làm nóng nhanh Máy hàn cảm ứng tần số cao để hàn khối đồng
![]()
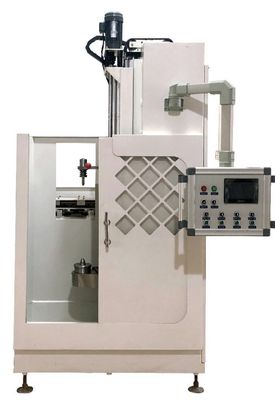
Máy hàn cảm ứng
Hàn cảm ứng là tất cả về quá trình nối hai mảnh kim loại, kim loại màu hoặc kim loại màu lại với nhau.Hàn cảm ứng giới thiệu một chất độn kim loại có điểm nóng chảy thấp hơn các kim loại được nối để làm cho chúng được liên kết chặt chẽ.
Hàn cảm ứng nhanh chóng và chính xác, nhiệt độ và thời gian gia nhiệt có thể kiểm soát được, phương pháp hoàn hảo tích hợp vào dây chuyền sản xuất.Hàn bằng cách gia nhiệt cảm ứng, chỉ những khu vực được xác định là nóng, các vật liệu lân cận không bị ảnh hưởng để đảm bảo các mối nối chắc chắn, chống rò rỉ và chống ăn mòn.
Chống lại những lợi thế này, hàn cảm ứng được sử dụng rộng rãi hầu như bất kỳ nhiệm vụ hàn nào trong các ngành công nghiệp như công nghiệp kỹ thuật điện, Thiết bị, công nghiệp ô tô, ống và ống dẫn.Thiết bị hàn cảm ứng của chúng tôi được sử dụng rộng rãi trong hàn ống đồng, hàn ống không gỉ, hàn ống nhôm, các bộ phận của máy phát điện, hàn lưỡi cưa và lưỡi, hàn phụ kiện và van, thậm chí hàn mũi khoan.Chúng tôi cung cấp dây chuyền sản xuất hàn cảm ứng tích hợp với giải pháp hàn cho khách hàng.
![]()
Các thông số của máy hàn cảm ứng từ tần số cao làm mát bằng nước cho khối đồng
| Người mẫu | GYS-120AB (Ba pha) |
| sức làm việc | 340V-430V |
| Dòng điện đầu vào tối đa | 180A |
| Công suất ra | 120KW |
| dao động tần số | 10-50KHZ |
| Sản lượng hiện tại | 400-4500A |
| Lưu lượng nước làm mát | 0,08-0,16Mpa 12L/phút |
| Điểm bảo vệ nhiệt độ nước | 50C |
| kích thước sản phẩm | chính : 870x695x1050mm |
| máy biến áp : 850x420x750mm | |
| Khối lượng tịnh | chính: 123kg |
| máy biến áp: 84kg |
![]()
![]()
![]()
Quy trình hàn cảm ứng
XÁC ĐỊNH KHOẢNG CÁCH KHỚP
Trong quá trình hàn, kim loại phụ được kéo vào khớp bằng một lực kéo được gọi là tác động mao dẫn trong chu kỳ nhiệt.Vì vậy, điều đặc biệt quan trọng là duy trì khoảng cách phù hợp giữa các bộ phận để cho phép điều này xảy ra.Thông thường, các mối nối chắc chắn nhất được tạo ra bằng cách cho phép vừa đủ khoảng trống để kim loại phụ chảy vào khu vực mối nối, thường trong khoảng từ 0,001” đến 0,005” (0,25 mm đến 0,127 mm).Khoảng cách rộng hơn nói chung sẽ dẫn đến một khớp yếu hơn.Điều quan trọng cần nhớ là kim loại giãn nở và co lại ở các tốc độ khác nhau khi được nung nóng và làm lạnh.Đặc biệt khi nối các kim loại khác nhau, phải cho phép tỷ lệ giãn nở/co lại khi các bộ phận được định vị.
LỰA CHỌN HỢP KIM NGĂN ĐÚNG
Hợp kim bạc, đồng và nhôm là những kim loại phụ thường được sử dụng;bạc thường được chọn vì nó có nhiệt độ nóng chảy tương đối thấp.Đồng thau có nhiệt độ nóng chảy cao hơn nhưng nói chung là kinh tế hơn.Tùy thuộc vào ứng dụng, hợp kim có thể ở dạng thanh, dán hoặc phôi.Một hợp kim hàn được tạo hình trước thường là sự lựa chọn tốt nhất khi sự phân bố đồng đều và độ lặp lại là những cân nhắc tối quan trọng.
LOẠI BỎ DẦU MỠ VÀ CÁC CHẤT Ô NHIỄM
Vật liệu hàn sẽ không chảy đúng cách nếu dầu mỡ, bụi bẩn hoặc rỉ sét chặn đường đi của nó.Trước tiên, loại bỏ dầu hoặc mỡ bằng dung môi tẩy dầu mỡ hoặc phương pháp khác.Sau đó loại bỏ rỉ sét và đóng cặn bằng dung dịch hóa chất, bàn chải thép không gỉ hoặc vải emory.Khu vực chung PHẢI sạch sẽ.
THÊM THÔNG HOẶC SỬ DỤNG KHÍ QUYỂN BẢO VỆ
Khi hàn được thực hiện ngoài trời, các mối nối thường được phủ trước bằng chất trợ dung, một hợp chất hóa học bảo vệ bề mặt bộ phận khỏi không khí.Lớp phủ trợ dung giúp ngăn chặn quá trình oxy hóa khi kim loại nóng lên, bảo vệ hợp kim hàn đồng và cải thiện độ chảy của nó.Khi nhiệt được áp dụng cho khớp, từ thông sẽ hòa tan và hấp thụ các oxit hình thành.Có nhiều loại chất trợ dung để sử dụng ở các nhiệt độ khác nhau, với các kim loại khác nhau và cho nhiều điều kiện môi trường khác nhau.Điểm cần nhớ là chất trợ dung phải tan chảy và trở thành chất lỏng hoàn toàn trước khi hợp kim tan chảy.Hầu hết chất trợ dung thường được bán ở dạng bột nhão để có thể quét lên các bộ phận ngay trước chu kỳ gia nhiệt thực tế.Để loại bỏ chất trợ dung, hãy loại bỏ sự hiện diện của oxy và hàn các bộ phận của bạn trong môi trường bảo vệ như nitơ, hydro hoặc amoniac phân ly.Loại hàn này thường được hoàn thành trong hộp găng tay có kiểm soát khí quyển hoặc lò chân không.Không có oxy trong môi trường xung quanh, sẽ không có khả năng xảy ra quá trình oxy hóa và mối nối hoàn thiện vẫn giữ được vẻ ngoài sạch sẽ, chất lượng cao.Việc sử dụng môi trường bảo vệ cũng giúp loại bỏ bất kỳ nhu cầu nào đối với bể làm sạch axit sau khi hàn.Vì những ưu điểm này, hàn khí bảo vệ có sức hấp dẫn lớn đối với các nhà sản xuất quan tâm đến năng suất cao trong môi trường sản xuất dòng chảy liên tục, tinh gọn.
VỊ TRÍ CÁC BỘ PHẬN CẨN THẬN
Trước khi áp dụng nhiệt cho các bộ phận, hãy đảm bảo rằng chúng được đặt đúng vị trí và được giằng để duy trì sự thẳng hàng phù hợp.Đặc biệt với các khớp nối đùi, quy luật trọng lực giúp ích trong vấn đề này.Đôi khi cần phải có kẹp, kính ngắm, trọng lượng bổ sung và giá đỡ.Khi chọn vật liệu hỗ trợ, hãy chọn những vật liệu dẫn nhiệt kém, chẳng hạn như thép không gỉ, inconel hoặc gốm sứ.Những thứ này sẽ rút nhiệt tối thiểu ra khỏi khớp và bảo toàn hiệu quả của quá trình gia nhiệt.Ngoài ra, hãy tìm các vật liệu hỗ trợ có tốc độ mở rộng tương thích để sự liên kết không bị xáo trộn.
BẬT LỬA!
Hầu hết các quy trình hàn đều chạy ở nhiệt độ từ 800°F đến 2.000°F.Để có mối hàn chắc chắn nhất, các kim loại được nối với nhau cần phải ở gần cùng nhiệt độ.Chu kỳ nhiệt chậm thường tạo ra kết quả tốt hơn chu kỳ nhiệt nhanh.Trong nhiều hoạt động hàn, kim loại phụ được áp dụng cho khớp sau khi đạt đến nhiệt độ thích hợp.Ngoài ra, phôi hàn có thể được định vị xung quanh khớp trước khi chu trình nhiệt bắt đầu.Kim loại điền đầy nóng chảy sẽ có xu hướng chảy về phía các khu vực có nhiệt độ cao hơn, vì vậy, tốt nhất là truyền nhiệt cho mặt của cụm lắp ráp đối diện với vị trí của kim loại điền đầy.Nhiệt sau đó sẽ giúp kéo kim loại nóng chảy xuống khu vực khớp.
SẠCH KHỚP
(Không bắt buộc đối với hàn trong không khí được bảo vệ) Các bộ phận được hàn trong môi trường ngoài trời yêu cầu thao tác làm sạch hai bước.Dư lượng chất trợ dung có tính ăn mòn hóa học và có thể làm yếu mối nối nếu không được loại bỏ hoàn toàn.Sau khi chất độn đã đông đặc, nên làm nguội bằng nước nóng ngay sau chu kỳ nhiệt.Để loại bỏ quá trình oxy hóa còn sót lại, các bộ phận có thể được nhúng vào axit sunfuric hoặc axit clohydric nóng.Cần chú ý tránh ăn mòn mối nối bằng dung dịch axit quá mạnh.Các bộ phận được hàn trong môi trường bảo vệ không cần làm sạch
![]()
![]()
![]()
Công ty GY là công ty hàng đầu hiện nay về sản xuất thiết bị cảm ứng ở cả thị trường trong và ngoài nước.Nếu bạn muốn mua thiết bị làm cứng kim loại với giá hợp lý, tốt nhất bạn nên mua sản phẩm trực tiếp từ nhà sản xuất mà không phải trả quá nhiều cho trung gian.
Để mua thiết bị làm cứng kim loại với giá hợp lý, vui lòng liên hệ trực tiếp với GY, bạn sẽ sớm nhận được thiết bị công nghệ cao và đáng tin cậy.
Công ty cũng bán các thiết bị làm cứng cảm ứng với nhiều công suất khác nhau được sản xuất theo tiêu chuẩn chất lượng cao.
Các chuyên gia của công ty luôn nhận thức được xu hướng thị trường và xem xét nhu cầu và mong muốn của khách hàng nhiều nhất có thể.Chúng tôi sẽ có thể tạo ra bất kỳ thiết bị phức tạp nhất theo yêu cầu của khách hàng với thời gian ngắn nhất có thể.Các sản phẩm của công ty chúng tôi luôn có chất lượng cao, độ tin cậy và độ bền cao.
Chúng tôi còn cung cấp dịch vụ bảo hành, hậu bảo hành chất lượng với điều kiện đôi bên cùng có lợi.